

2022-10-13
Femtum公司是脉动科技代理的一家提供中红外光纤激光器的公司,是加拿大光学、光电子和激光中心(COPL)的分支机构,位于魁北克市,是北美最大的光学中心之一。
Femtum公司一直致力于中红外激光器的开发,几十年中,凭借对中红外激光技术的深入理解,从选择性激光微处理到最先进的中红外光谱学领域,为客户的实际需求提供了创新的解决方案。
Femtum公司核心产品
Femtum公司核心产品包括2.8μm光纤飞秒激光器、2.8-3.4μm可调谐飞秒激光器以及2.8μm纳秒激光器。

2.8 μm 光纤飞秒激光器技术参数:
标准参数 | 定制参数 | |
中心波长 | 2800 (± 20 ) nm | |
带宽 (FWHM) | 10-30 nm | |
平均功率 | 35 mW | > 100 mW |
脉冲能量 | 1 nJ | 3nj |
重复频率 | 35 MHz | 40 - 100 MHz |
脉冲持续时间 | ~ 500 fs | 200- 500 fs |
2.8μm纳秒激光器技术参数:
标准参数 | |
波长 | 2780(±50) nm |
输出功率 | 10 mW to > 1 W |
重复频率 | 1 to 50 kHz |
脉冲持续时间 | 30 to 200 ns |
脉冲能量 | 10 to >100 μJ |
光束质量(Average of X & Y) | < 1.5 |
聚合物/塑料激光焊接原理
聚合物/塑料激光精密焊接在电子、汽车和医疗领域至关重要。从无菌导管连接到电子部件或医疗植入物的封装/密封,这一需求得到了广泛应用。工业中已经采用了几种精密焊接技术,其中超声波和激光焊接是最流行的方法。而与超声波焊接相比,激光焊接又具有无接触、精确、可靠、高度可配置和无残留物的特点。
激光焊接聚合物/塑料,依赖于吸收在聚合物层(A和B)接合处的光。当至少一个聚合物层被加热到足以软化两种聚合物之间的界面时,发生焊接。因此,聚合物激光焊接的两个关键参数是聚合物的光吸收长度(Lα)和厚度(t)。吸收长度定义为吸收系数Lα=1/α的倒数,它取决于激光波长。聚合物在给定波长下吸收的光越多,吸收长度越小,反之亦然。
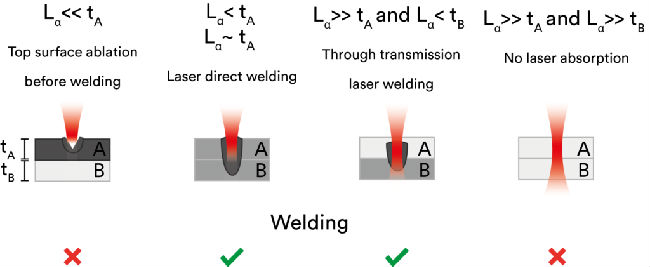
图1: 在不同条件下通过激光焊接连接的两种聚合物的示意性横截面
根据吸收长度(Lα)相对于焊接中涉及的聚合物层厚度(t)的值,观察到五种典型状态:
1、(Lα << tA) case:
如果顶部聚合物吸收过多入射光,则焊接界面处的加热可能过低。顶部聚合物表面的激光烧蚀将在焊接前发生。
2、(Lα < tA) case:
如果顶部聚合物吸收足够,则聚合物A(顶层)被加热到足以形成延伸至聚合物B(底层)的熔池。该制度被称为“激光直接焊接”。
3、(Lα ~ tA) case:
为了优化激光直接焊接的焊接效率和速度,聚合物中的激光吸收长度(Lα)应与顶层厚度(tA)紧密匹配。通过这样做,没有多余的能量损失,并且几乎所有可用的激光功率在顶层中被转换成热量。因此,选择合适的波长对于良好的焊接性能至关重要。
4、(Lα >> tA) and (Lα < tB) case:
如果聚合物A是透明的,则没有足够的激光能量转化为热量进入顶层。然而,如果聚合物B吸收足够,则可以在界面处形成熔池。“透射激光焊接”技术是指聚合物A层在激光波长下是透明(或准透明)的,但聚合物B吸收足够。
5、(Lα >> tA) and (Lα >> tB) case:
两层都是透明的,除非使用非常高的激光功率,否则不会发生焊接。这是大多数可见光和近红外激光器的情况。
中红外激光焊接优点
中红外(>2.5μm)中的激光被大多数透明聚合物更强烈地吸收,因此不需要添加剂或涂层。与其他类型的中红外激光器相比,3μm附近的脉冲光纤激光器也为焊接应用提供了许多优势。与CO2激光器相比,3μm范围的脉冲光纤激光器具有更小的最小光斑尺寸(>3倍小)和更短的脉冲持续时间。这些特性使热影响区最小化,提高了焊接精度,同时避免了因过度加热而变色。此外,与CO2激光器相比,光纤激光器没有预热时间和高时间稳定性。CO2激光波长下的大多数聚合物往往吸收过多(Lα << tA case),通常导致表面烧蚀而不是焊接。3μm区域是一个最佳点,因为大多数聚合物的吸收长度在10-500μm范围内,与医疗和电子行业中发现的典型厚度非常匹配。最后,当连接到6轴机械臂时,纤维输送可以实现复杂弯曲部件的3D焊接。
中红外激光焊接实例
为了证明这些激光器的性能,我们使用Femtum Nano 2800进行了透明到透明的聚合物焊接,效果显著。焊接前,聚合物薄层(厚度<500μm)通过压力紧密接触。使用扫描头,以不同的速度在两种聚合物的界面处扫描激光线。然后研究聚合物的每种组合的焊接界面和强度。
相同材料焊接(PET on PET):
图2显示了厚度为180μm的两层PET样品之间熔池的横截面。由于PET在3μm区域吸收足够多(对于180μm厚度,2800 nm处的吸收率>70%),大部分入射光被第一层吸收,导致熔池延伸至另一层((Lα < tA) case)。与熔池体积成比例的焊接强度可以通过扫描速度和/或激光功率来控制。在下图中,可以在顶部PET层上观察到一个小凸起,但没有变色的迹象。对于较小的扫描速度,顶部表面被烧蚀,并观察到变色。
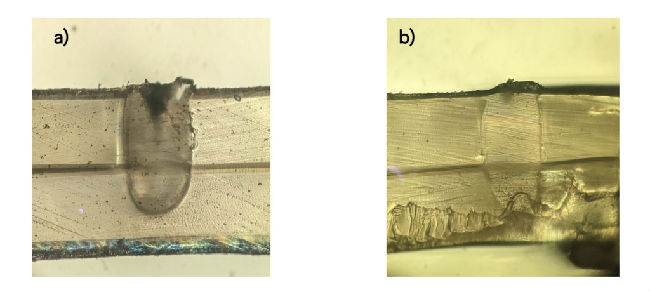
图2:180-μm厚PET层之间的强焊缝a)具有表面烧蚀(扫描速度慢)和b)不具有表面烧灼(扫描速度高)。熔池宽度约为180μm。注:表面不规则不是由激光工艺引起的,而是由焊接界面的后处理抛光引起的,以更好地观察熔池。
不同材料焊接(PC on PET):
当两种不同聚合物焊接在一起时,熔池和焊接强度强烈依赖于每种聚合物的传输特性。在大多数情况下,建议将激光波长下具有最高透射率的聚合物(此处为聚碳酸酯或PC)置于顶层,以获得更好的焊接结果(Lα >> tA and Lα < tB case);如果具有较高吸收的聚合物位于顶部,则在达到焊接阈值之前存在表面烧蚀的风险(Lα << tA case)。图3 a)显示了以三种不同速度焊接在PET层(180μm)上的PC层(125μm)。在减少热影响区的同时获得良好的焊接强度需要在扫描速度上妥协。如图3 b)所示,由于Femtum Nano 2800的独特性能,在三种测试扫描速度下均未观察到聚合物变色。
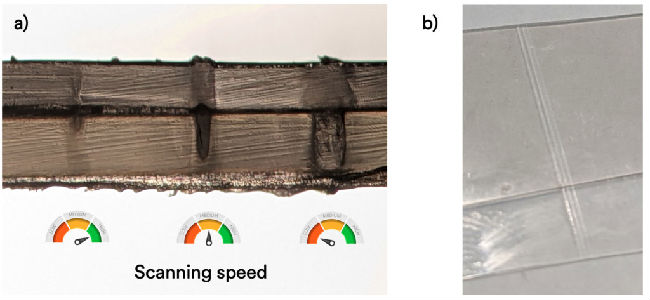
图3: Through transmission laser welding of a 125 μm thick PC layer on a 180 μm PET layer. a) Melt pool cross
section at 3 different speeds and b) Picture of the 3 welding lines Femtum’s unique laser welding capabilities
使用激光精确连接聚合物层是一个复杂的过程。由于Femtum Nano 2800的独特功能,过去难以焊接的几种聚合物现在可以在不使用添加剂的情况下轻松焊接。以下是迄今为止在医疗、汽车和电子行业中使用的各种重要聚合物上测试的焊缝(非详尽)表。这些结果是在Femtum的专用应用实验室中获得的。现在可以实现白到白、透明到透明和白到透明聚合物的新功能。

图4: Weld tables for various polymers and thicknesses. Green: successful strong welds. Yellow: weak welds. Red: not
welding. White: not tested so far.
如果您对以上产品有兴趣,请联系我们:
关于脉动科技:脉动科技有限公司是专业的激光器代理公司,致力于国外先进激光器,光电子产品的代理、销售、技术服务和进口业务,服务于国内外高端科研和先进工业市场。现已成为国内最大的激光器代理商之一。脉动科技是德国APE公司中国区授权代理商。